Polishing vs Buffing: Industrial Techniques, Applications, and How Automation Enhances Both
Introduction
Surface finishing is a crucial step in modern manufacturing. Whether working with aerospace components, medical devices, precision-engineered automotive parts, or architectural fixtures, the final surface condition directly impacts functionality, longevity, and visual appeal. Among the most widely used surface finishing techniques are polishing and buffing—each with its own tools, processes, and outcomes.
Though often used interchangeably in casual discussions, these processes are distinct. Polishing is typically more aggressive and removes more surface material, aiming for smoothness and performance. Buffing, on the other hand, is the final finesse—used to add gloss or clarity without materially altering the part. These techniques can be performed mechanically, chemically, or via electrochemical methods.
This article presents an in-depth comparison of the processes, discusses when to choose each method, and demonstrates how industrial automation—particularly systems like those offered by Kingstone Robotics—can dramatically improve process quality, throughput, and consistency.
1. Understanding Surface Finishing: Purpose Beyond Appearance
Surface finishing serves both functional and aesthetic purposes. Functionally, proper finishing reduces surface roughness, removes machining defects, enhances wear resistance, and improves corrosion performance. In some applications—such as surgical tools or vacuum components—surface cleanliness directly affects performance and hygiene.
Aesthetically, a reflective, uniform surface communicates precision and quality. Consumer goods like kitchen appliances, jewelry, or automotive trim often undergo multiple rounds of polishing and buffing to meet appearance standards.
In many industries, surface integrity and micro-roughness control are regulated by standards such as Ra (roughness average) or visual gloss indexes. A mismatch between intended surface finish and production results can lead to component failure, reduced service life, or rejected batches.
2. Mechanical Polishing: The Traditional Approach to Material Removal
Mechanical polishing is the most direct and widely understood form of surface finishing. It involves physically removing material from the workpiece surface using abrasives in combination with pressure and friction. This method has been a staple in both manual and automated manufacturing environments for decades, valued for its flexibility and ability to achieve visibly smooth or reflective surfaces without relying on chemical agents.
Tools and Materials Used:
Typical equipment includes rotary polishing wheels, abrasive belts, sandpaper sheets, felt pads, and handheld or CNC polishing machines. Abrasives may range from aluminum oxide and silicon carbide to more specialized materials like diamond paste or cerium oxide, depending on the hardness of the substrate and the required finish.
Process Breakdown:
- Step 1: Initial Rough Sanding or Grinding
Coarse abrasives (e.g., P80–P180 grit) are used to remove weld seams, machining lines, oxidation, or casting scale. This step establishes a uniform surface profile and removes major surface distortions.
- Step 2: Progressive Abrasive Refinement
Finer abrasives are applied sequentially, typically ranging from P240 to P1200 grit or higher, to eliminate previous scratches and reduce surface roughness. This phase gradually prepares the material for potential high-gloss results or downstream processes.
- Step 3: Optional Pre-Buffing
In applications requiring additional refinement, a soft cloth wheel with compound may be used to prepare the surface before transitioning to chemical or electrochemical polishing steps.
Advantages:
- Capable of producing mirror-like or matte finishes on flat, curved, or gently contoured surfaces.
- Allows tailored results through selection of abrasive type, grit sequence, and tool configuration.
- Avoids the need for chemical handling, making it environmentally safer in some settings and easier to implement in basic workshops or pilot production lines.
Limitations:
- Labor-intensive and relies heavily on operator skill or well-calibrated automation for consistent quality.
- Can introduce surface artifacts like micro-scratches or abrasive residue, which may require secondary cleaning or make it unsuitable for high-purity applications.
- Difficult to apply uniformly on parts with deep recesses, narrow channels, or complex 3D geometries, where consistent contact is challenging to maintain.
- Heat buildup during polishing can distort thin or thermally sensitive components if not properly managed.
Mechanical polishing remains a go-to technique across industries for components such as stainless steel panels, architectural fixtures, mechanical housings, and consumer-facing metal parts. It is especially effective where cost, speed, and visible finish are prioritized over extreme precision or cleanliness.
3. Chemical Polishing: Precision Through Submersion
Chemical polishing takes a fundamentally different approach from mechanical methods. Rather than relying on physical abrasion, it leverages controlled chemical reactions to smooth the surface of a material. By immersing a component in a carefully formulated chemical bath—typically composed of strong acids or bases—the process dissolves micro-peaks on the surface while leaving valleys relatively untouched. The result is a more level, refined finish without the need for direct contact.
A primary advantage of chemical polishing is uniformity. Unlike mechanical techniques that depend on tool path, operator pressure, or fixture design, chemical polishing produces consistent results regardless of the part's geometry or orientation. This makes it particularly effective for components with deep recesses, narrow channels, or internal cavities that are difficult to access mechanically.
Process Overview:
- Step 1: Surface Preparation
The part is thoroughly degreased, cleaned of oils and particles, and dried to ensure even chemical contact.
- Step 2: Chemical Immersion
The cleaned part is submerged in a chemical solution—typically a proprietary acid blend—maintained at a precise temperature for a specific duration.
- Step 3: Neutralization and Rinsing
After polishing, the part is rinsed in water or a neutralizing solution to stop the chemical reaction, then dried in a controlled environment to prevent water spotting or residue.
Benefits:
- Excellent for polishing components with intricate geometries such as orthopedic implants, stents, fuel nozzles, or aerospace turbine blades.
- Allows batch processing of many parts simultaneously, reducing cycle time and improving throughput.
- Forms a passivation layer on stainless steels and similar alloys, enhancing corrosion resistance and surface stability without requiring additional coating.
Drawbacks:
- Highly sensitive to chemical bath concentration, temperature fluctuations, and immersion timing—any deviations can result in uneven finishes or undercutting.
- Chemical handling requires strict safety measures, including ventilation, protective equipment, and regulatory-compliant waste disposal.
- Surface appearance (brightness, reflectivity) may be inconsistent across different alloy compositions or part batches unless tightly controlled.
Chemical polishing is widely adopted in sectors requiring burr-free, particle-free finishes—particularly in medical device manufacturing, fluid transfer components, semiconductor handling systems, and heat exchanger surfaces, where uniformity and internal smoothness directly impact performance and hygiene.
4. Electropolishing: High Purity and Dimensional Control
Electropolishing is a highly refined electrochemical finishing process designed to selectively remove surface material at a microscopic level. In this method, the workpiece is submerged in a specially formulated electrolyte bath and made the anode within an electrical circuit. When current is applied, metal ions on the surface of the component dissolve into the solution, effectively smoothing out the surface by preferentially removing microscopic high points (peaks) rather than low points (valleys).
This material removal process is uniform and precisely controlled, typically operating in the range of a few microns. Unlike mechanical polishing, which can generate residual stresses or embed abrasive particles into the material, electropolishing leaves the surface free from foreign contaminants, mechanical deformation, and visible defects.
Distinguishing Features:
- Targets microscopic peaks more efficiently than valleys, reducing average surface roughness (Ra) to levels as low as 0.05 µm.
- Results in ultra-clean, passivated surfaces that meet stringent biocompatibility and hygiene standards.
- Does not rely on abrasive contact, making it a non-mechanical and stress-free finishing technique.
Use Cases:
- Medical implants and surgical tools such as catheters, orthopedic screws, and dental instruments, where biocompatibility and cleanliness are paramount.
- Food and beverage processing equipment, which requires corrosion resistance and easy-to-clean surfaces to maintain sanitary conditions.
- High-vacuum or semiconductor-grade components, such as vacuum chambers and stainless-steel fittings, where outgassing and particle contamination must be minimized.
Advantages:
- Delivers exceptional surface purity with no embedded grit or abrasive residue.
- Suitable for delicate or geometrically complex parts, especially those with tight tolerances or thin walls.
- Enhances corrosion and bacterial resistance through the formation of a chromium-rich passive oxide layer, particularly in stainless steel and titanium alloys.
Limitations:
- Requires significant upfront investment in specialized power supplies, chemical baths, and safety systems.
- Often benefits from prior mechanical or chemical polishing to remove large-scale defects before electropolishing fine-tunes the surface.
- Generally slower cycle times than mechanical methods, making it less suited for high-volume, low-spec parts unless cleanliness or performance justifies the added time and cost.
Electropolishing is considered the gold standard for applications that demand precision, cleanliness, and chemical stability. It is widely implemented in the medical, pharmaceutical, aerospace, and semiconductor industries, where even the smallest surface irregularity can lead to contamination, product failure, or compromised functionality.
5. Buffing: The Final Gloss
Buffing is the last stage in many surface finishing processes, aimed not at altering geometry or functional properties but at achieving maximum aesthetic refinement. Unlike polishing—which involves controlled material removal to improve flatness and reduce roughness—buffing uses a rotating cloth or felt wheel combined with a fine abrasive compound to generate a high-gloss, reflective finish. The goal is visual perfection rather than dimensional precision.
The wheels used in buffing are made of soft, pliable materials such as muslin, sisal, cotton, or felt, each offering different degrees of softness and cutting ability. These wheels are charged with paste- or bar-form buffing compounds that provide the abrasive action needed to brighten the surface without significant material removal. Because buffing is minimally invasive, it is typically applied to surfaces that have already been ground or polished to a fine finish.
Common Buffing Applications:
- Automotive Detailing: Restoring paint gloss, removing oxidation, or finishing chrome and aluminum trim.
- Fine Jewelry and Watches: Bringing out mirror-like finishes in gold, silver, stainless steel, and platinum components.
- High-End Kitchen Hardware: Enhancing the appearance of handles, spouts, and stainless fixtures.
Buffing Compounds by Function:
- Black Emery: Used for initial cutting on stainless steel or hard metals.
- Brown Tripoli: Ideal for intermediate smoothing on brass, copper, and aluminum.
- Green Rouge: Delivers a final polish on hard metals like stainless steel and platinum.
- White Rouge: Provides ultra-gloss finishes on soft metals such as aluminum or gold.
Challenges:
- Edge Rounding and Surface Distortion: If applied with excessive pressure or angle variation, buffing can alter critical geometries, especially on thin parts.
- Inconsistent Results in Manual Operations: Manual buffing often produces uneven gloss levels or swirl marks if not performed with uniform motion and compound application.
- Not Suitable for Precision or Hygienic Requirements: Since buffing may leave behind compound residue and doesn't meet strict Ra or cleanliness specifications, it's generally avoided in medical, aerospace, or cleanroom applications.
Buffing is best reserved for applications where visual appeal is a priority, and the surface is already near its final form. While it lacks the corrective or functional depth of polishing, when used correctly, buffing can deliver exceptionally brilliant finishes that enhance product value and consumer perception in markets like automotive, fashion, and interior hardware.
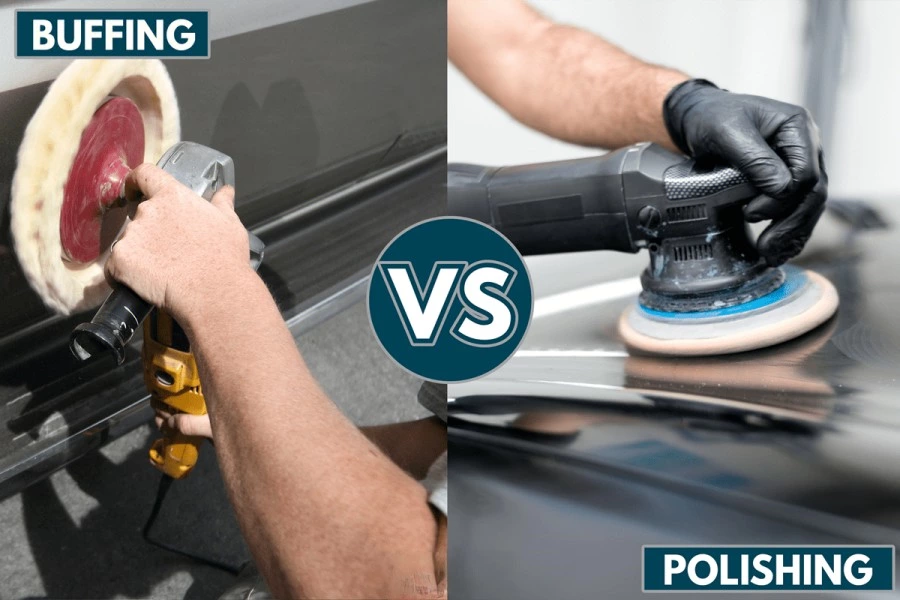
6. Buffing vs. Polishing: Key Differences
Although often confused due to their similar roles in surface finishing, buffing and polishing serve distinctly different purposes and involve different techniques, tools, and outcomes. Understanding their differences is essential for manufacturers and engineers to select the right process based on performance expectations, material characteristics, and application goals.
| Parameter | Polishing | Buffing |
| Material Removal | Higher (microns); eliminates scratches and imperfections | Minimal; focuses on enhancing shine rather than correction |
| Process Type | Abrasive or chemical removal | Surface conditioning with soft abrasives |
| Tools Used | Sandpaper, abrasive belts, grinding pads, rotary tools | Cloth/felt wheels with bar or paste compounds |
| Finish Quality | Smooth, matte, or semi-gloss depending on grit and method | High-gloss or mirror-like, especially for decorative parts |
| Use Case | Functional components requiring low Ra or prep for coating | Aesthetic enhancement for visible or display surfaces |
| Repeatability | Moderate (manual) to high (automated polishing cells) | Low consistency in manual buffing; can be improved via robots |
Polishing is an active surface refinement technique used to reduce roughness, correct shape deviations, and remove machining marks. Depending on the desired outcome, it can be mechanical (using abrasives), chemical, or electrochemical. It’s essential in industries where functionality, cleanliness, or coating adhesion are critical—such as medical, aerospace, and precision optics.

Buffing, by contrast, is a final aesthetic treatment applied after a surface is already smooth. It enhances the visual quality through reflectivity and gloss but does not significantly impact functionality or geometry. It is commonly used in automotive, consumer electronics, jewelry, and appliance finishing.
7. Automation and Robotics in Surface Finishing
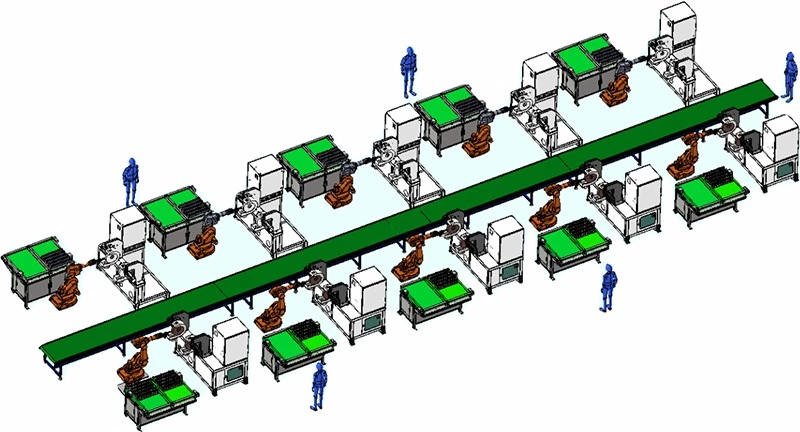
As manufacturing industries evolve toward higher production volumes, tighter tolerances, and increasingly complex geometries, the limitations of manual surface finishing become more evident. Manual polishing and buffing are labor-intensive, skill-dependent, and subject to variation—making it difficult to achieve uniform quality at scale. This is where automation and robotics play a transformative role.
Automated surface finishing systems deliver consistent results with minimal operator intervention. They can maintain precise process parameters such as contact pressure, dwell time, and motion paths, which directly influence surface roughness (Ra), gloss levels, and component lifespan. By integrating robotics, manufacturers not only reduce labor costs but also improve repeatability, workplace safety, and overall throughput.
Kingstone Robotics Solutions
As a system integrator specialized in intelligent polishing and grinding automation, Kingstone Robotics provides purpose-built solutions for various industries, including aerospace, automotive, medical devices, and sanitary hardware.
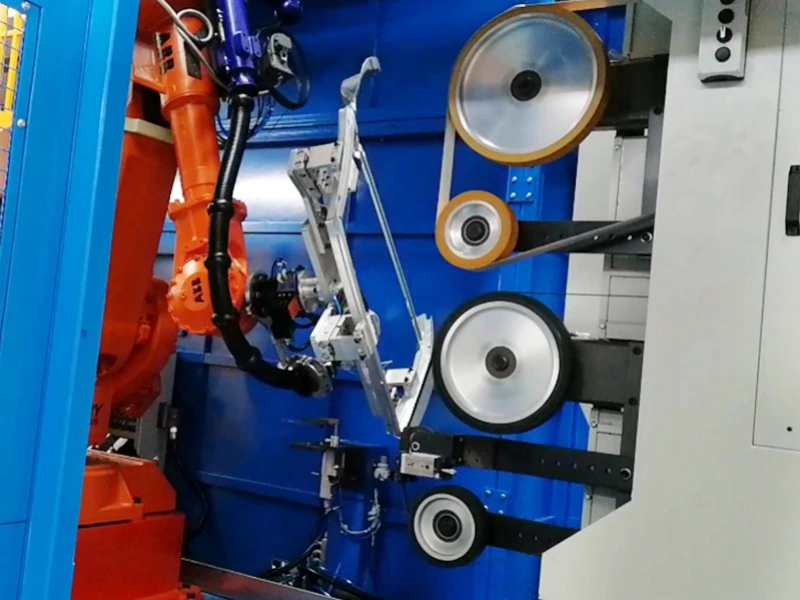
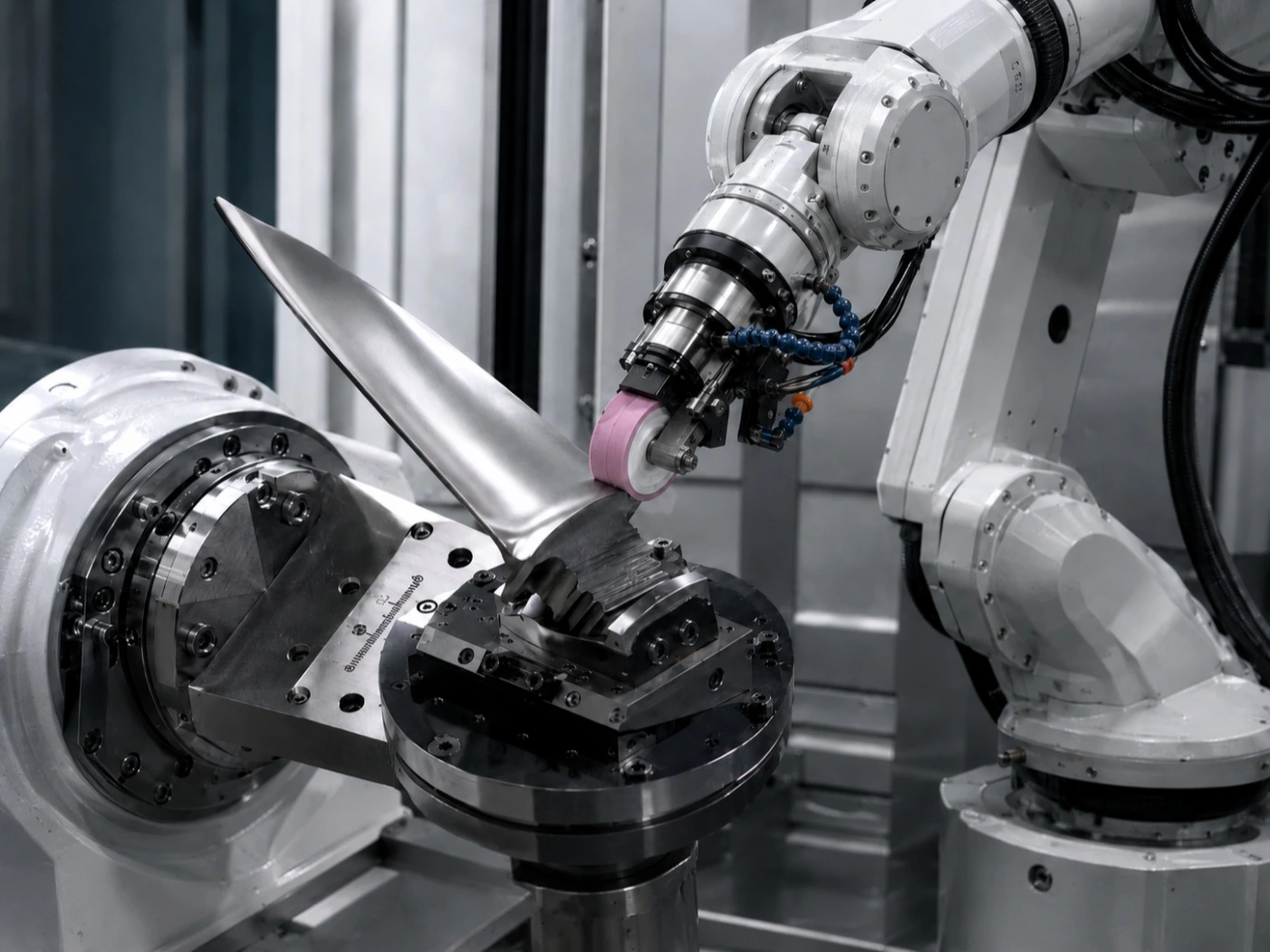
a. Robotic Polishing Units
These automated systems are engineered for components with demanding surface profile requirements.
- Programmable path planning allows contour-following for 3D shapes.
- Adaptive force control ensures even material removal regardless of surface variance.
- Tooling compatibility includes abrasive belts, flap wheels, rotary brushes, and diamond polishing heads.
- Applications: Turbine blades, automotive steering knuckles, and aircraft wheel hubs—where precise Ra values and profile uniformity are critical.
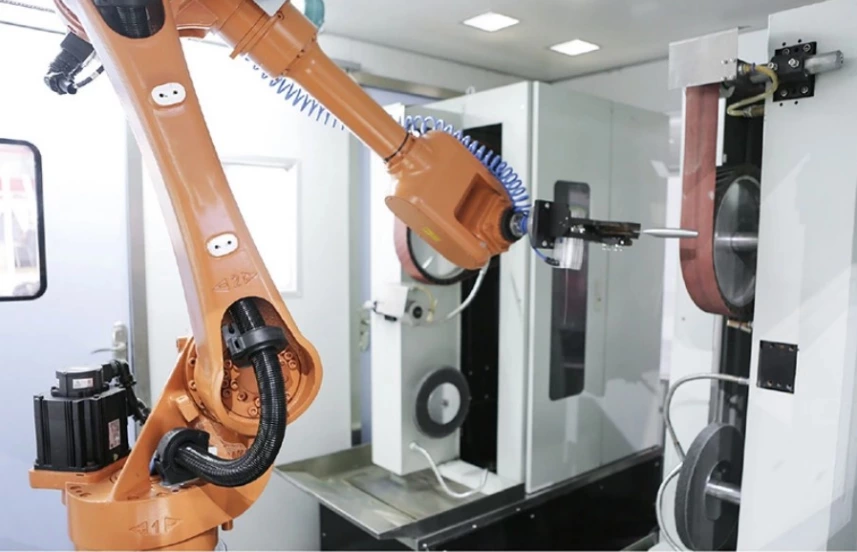
b. Robotic Buffing Systems
Designed to achieve consistent gloss and finish quality on curved or decorative parts.
- Speed and pressure control can be fine-tuned for different materials.
- Supports various compounds (rouge, tripoli) and wheel types (muslin, sisal, cotton).
- Applications: Chrome faucets, kitchen handles, high-end appliance trim—where mirror finishes define product appeal.
c. Hybrid Systems
These combine mechanical pre-polishing with readiness for downstream electropolishing or chemical finishing, meeting stringent industrial standards.
- Ideal for ISO-compliant production, especially where surface roughness, particulate-free finishes, and dimensional precision must be verified and documented.
- Common in medical manufacturing, semiconductor components, and pharmaceutical-grade processing systems.
8. Choosing the Right Technique
When selecting between polishing and buffing—or between manual and automated finishing—consider the following:
- Material hardness: Softer materials may deform during aggressive polishing.
- Component geometry: Internal channels or recesses may require chemical or electrochemical methods.
- Required cleanliness: Only electropolishing meets Class 100 cleanroom standards.
- Finish specification: Mirror gloss may need a combination of polishing and buffing.
- Batch size and consistency needs: Automation becomes cost-effective at higher volumes
Conclusion
Understanding the distinctions between polishing and buffing—and the methods used for each—is essential in modern manufacturing. While traditional manual techniques still have their place, the integration of robotics and automation is driving a new standard for surface finishing precision, repeatability, and scale.
Kingstone Robotics plays a pivotal role in this transformation. Their modular, high-performance polishing and buffing systems empower manufacturers to move beyond variability and meet stringent surface quality requirements—whether it’s a reflective panel, a burr-free orthopedic implant, or a high-purity fluid component.
References
- SyBridge Technologies. Comparing Different Types of Polishing Surface Finishes. Retrieved from: https://sybridge.com/comparing-different-types-polishing-surface-finishes/
- Red Label Abrasives. Buffing Vs. Polishing: What Is The Difference? Retrieved from: https://www.redlabelabrasives.com/blogs/news/a-guide-to-polishing-compounds-and-their-uses
- Wikipedia. Polishing (metalworking). Retrieved from: https://en.wikipedia.org/wiki/Polishing_(metalworking)
- Empire Abrasives.Buffing vs. Polishing: What's the Difference? Retrieved from: https://www.empireabrasives.com/blog/buffing-vs-polishing-whats-the-difference
- Fast Radius (Archived by SyBridge). Comparing Surface Finishing Techniques. Retrieved from: https://www.fastradius.com/resources/comparing-surface-finishing-techniques